Thread #2950082

File: BF53F439-90B3-48C8-A689-6805519E54A3.jpg (151.1 KB)
151.1 KB JPG
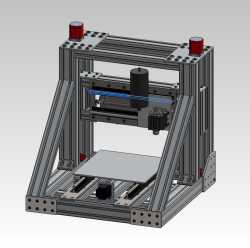
Thinking about building a small cnc mill for small steel and aluminum parts. I’d like to make the thing mainly out of aluminum extrusions.
I was thinking that a fixed gantry design like picrel would be the most rigid, except I’d like to mirror it so there are diagonal braces on both sides and to increase the depth of my work area.
Is this the most rigidity possible given the size and format constraints?
176 RepliesView Thread
 Showing all 176 replies.
Showing all 176 replies.>>
>>
File: prototrak.jpg (172.4 KB)

172.4 KB JPG
>>2950082
dont most edamamebois that build 80/20 routers get disgusted with the lack of rigidity pretty quick and move on to something else? and theyre just trying to cut interwoven cellulose
>>
>>
>>2950082
this thing might cut plastic, maybe some soft wood.
you will spend more on end mills trying to cut steel on that than just buying a grizzly g0704 or something and converting it to cnc
actually is that a taig headstock on that thing in your model?
just buy a taig or sherline imo.
one of those will be infinitely better than this
>>
>>
File: file.png (1.3 MB)

1.3 MB PNG
>>2950082
>Thinking about building a small cnc mill for small steel and aluminum parts. I’d like to make the thing mainly out of aluminum extrusions.
You'll need to replace that with plate aluminum parts for steel or aluminum. you can start off with aluminum extrusions to cut / drill aluminum plate.
or just buy a chink cnc machine and modify it with a chink 110V 1.5KW ER11 spindle.
>>
>>2950082
>steel
lol
Milling steel on a router like this is going to be unbelievably slow. Like you can get a tiny feature into a tiny part over 20 minutes, while holding the spindle by hand the entire time to reduce vibrations and add preload. And it's still going to break at least one endmill per operation.
Aluminium is much more forgiving but still painful. If you do not particularly NEED large parts, it's a very good idea to build the CNC around a machine vise, since it immediately resolves all your workholding woes. And then you should adjust the Z axis so it's the smallest reasonable distance away from the vise. Make sure to use beefy linear rails. The open bottom SBR12/SBR16-UU round slides have tension adjustment, the MGN types don't, but larger MGN rails are very solid.
>>
>>2950082
Your design looks like it is 8 times as stiff as my cheap wood-aluminium thing, but the table looks like it’s exactly the same as mine so that would be a weak point unless those two rails are some super tight tolerance hard steel kind of slides I don’t know about. And don’t you need some plates on the diagonal braces as well
>>
>>
File: maxresdefault (1).jpg (136 KB)

136 KB JPG
i've seen some mexicans make diy sliding tables out of slabs bolted together. do you guys think this would be rigid enough for machining on it?
>>
File: 170657-2048x1136.jpg (230.8 KB)

230.8 KB JPG
if i bought two of these alibaba sliding tables and bolted them on an L shaped steel frame, wouldn't I technically have a milling machine? the top slide would have a router with a spindle under it. the spindle strapped in place by two bolted flange bearings. the bearings bolted on plates secured to the vertical sliding table. voila
>>
>>
File: 170657-2048x1136.jpg (435.3 KB)

435.3 KB JPG
>>2950584
like so
>>
File: file.png (682.9 KB)

682.9 KB PNG
>>2950592
do they have ball screws or do they have threaded rod?
if they have threaded rod, they are junk and not worth your time.
What you should do is source 3 linear stages with rails and ball screws and build your own.
>>
File: braces.jpg (94.2 KB)

94.2 KB JPG
>>2950082
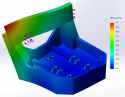
Diagonal braces do surprisingly little. First of all, the base isn't perfectly rigid and, unless ridiculously overbuilt, twists under its own load by about the same amount. Second, by the time the gantry legs are beefy enough to not twist into a pretzel (a major weak point in many designs), they're also beefy enough to transfer the forces into the base without much need for additional bracing. For pic related the difference is less than 7% which is not worth the trouble imo.
>>
>>2950082
I was watching a weird chinese guy build a 4 axis like this in his 1 bedroom apartment, he had to keep it small so it would fit in soundproof cupboard (lol)
Realistically i think the Not An Engineer / Kris Temmerman design is the only one that would work but what would i know, fucking nothing
>>
>>
anybody in the 1st world try out one of the chinkshit ddcs controllers? i see them on lots of ruskie builds but it seems like they have no look ahead so they slam on the brakes and creep around every g02/03 circular move. that seems like it would completely defeat any high speed roughing programming
>>
>>2950898
Need to make it out of steel if you want it to be good the stiffness of steel is around 2-3x stiffer than aluminum. Your best bet would to design it out of an epoxy granite base and 1/2" -1" thick plate weldments to hold the table and spindle assemblies. It needs to be super duper stiff if you want to be machining steel with any kind of efficiency, look at how much mass people add to their Bridgeport and things to adjust the vibrational frequent of the machine. Look at how much mass and stiffness there is on a modern consumer mill, and that is the weakest you should go
>>
File: 2ndops.jpg (457.1 KB)

457.1 KB JPG
>>2953374
>look at how much mass people add to their Bridgeport
wtf are you talking about? poast proof
ive been in and around west coast job shops for 40 years and never once seen mass added to a bp mill. with the exception of insurance mandated bolt downs otherwise all of them were simply plopped on the floor and plugged in without complaint. and anybody that claims a bp will chew away with a 3/4 endmill buried 2" deep in steel is full of shit. theyre not a #5 k&t
>>
>>2953374
>Need to make it out of steel
>Your best bet would to design it out of an epoxy granite
So which one is it? FYI elastic modulus of EG is about 15% of steel, and while it's a useful material, it's quite a bit more of a meme than a lot of people love to imagine.
>>
>>
>>
>>2950898
>Diagonal braces do surprisingly little.
Not trying to be a jerk anon, but if you put diagonal braces where there is the least of distortion then you shouldn't expect much. Can you run another sim with braces protruding away from the bed?
>>
>>
>>
>>
>>2950898
How did you set up your forces? It looks like you did it as a force in the +z direction, which for a drill press would be fine, but a mill will generally work more in the x and y then the z direction.
It also appears most of the deflection is due to the z axis/tool head. Suggesting adding rigidity to the tool head/mount would be a good place to start rather then braces.
>>
>>2955803
It may help a bit but you'll need at least a similarly big tube or a stack of tubes in the base to resist the resultant forces and all the accompanying jiggamajig because the bottom of the base is not flat anymore. Depending on design it might also hurt the torsion stiffness of the base or introduce more welding and distortion or make aligning and keeping everything flat and square more complicated. Might as well just simply use a bigger tube for legs/pillars, which is sort of what already happened on that pic, was hoping to use the same tube for everything but turns out those legs are a major weak point. After seeing the simulations I now always kek @ chink machines with legs cut out of plate. Can't even begin to imagine how much they flex with sideways forces.
>>2955954
>How did you set up your forces?
66% of total force on X axis, 56% on Y and 50% on Z. Yes it doesn't add up to 100% because it's a vector sum. Iirc got it from some sort of old standard on (manual) milling machines due to lack of better reference.
>It also appears most of the deflection is due to the z axis/tool head.
Yes X and especially Z carriages usually make a big part of total deflection due to mass and geometry constraints. There's no good way around it, you can only choose what kind of compromise to eat.
>>
File: file.png (1.1 MB)

1.1 MB PNG
>>2955948
You want the 3030 prover max with ball screws and linear rails.
https://www.youtube.com/watch?v=f2c4BXAzRu4
3030prover max + something like a MAFELL Milling motor FM 1000 PV-ER or Sorotec SFM 1000 PV-ER spindle is literally the best thing you can buy for the price.
OR go the super cheap route with 3030 prover max and chinese VFD/110V 1.5KW ER11 spindle.
>>
File: Screenshot_20251109_220946.png (114.5 KB)

114.5 KB PNG
this you?
>>
>>
>>2950152
>You'll need to replace that with plate aluminum
While i am not a fan of aluminium profiles for cnc mills, these plates would be less stiff and more expensive and thus a terrible choice.
The design of that entire machine is just bad and was done by someone clueless on stiffness, design for manufacture and economics.
>>2956337
>MAFELL Milling motor FM 1000 PV-ER or Sorotec SFM 1000 PV-ER spindle
These are terrible compared to chink ER spindles for 1/2 to 2/3rd the price since those have actual vector VFD torque regulation and are brushless instead of these garbage brushed universal motors with at best phase angle control.
Please stop giving terrible advice.
>>
>>
>>
>>
>>2956321
>but you'll need at least a similarly big tube or a stack of tubes in the base
I'm pretty sure you can minimize deformation with 4 extra square tubes per side. That being said, the original deformation seems pretty easy to model and predict so prevention or minimization is more expensive than a few extra lines of code.
Also, the diagonal beams seem to be there to minimize the gantry's bottom screws' radial effort over the axial effort, as they have less strength on those axes
>>
File: cnc2.jpg (183.5 KB)

183.5 KB JPG
>>2958120
There are countless ways to "minimize deformation with 4 extra square tubes per side" so just please draw a sketch next time.
In any case here's what the above machine ended up looking like. There are some things that still need polishing but the frame is more or less final. It's about as rigid in the sim as a similarly sized manual mill designed to make massive cuts with big mills should be, and trying to beef it further gives diminishing results, so I'm stopping at that.
>>

>>
>>
>>
>>
>>
>>
File: Capture.jpg (115.9 KB)
115.9 KB JPG
>>2959515
A nigger with a sherline which is about the same size but can actually cut and uses full size end mills.
This is what the column on that toy looks like.
>>
File: Capture.jpg (213.6 KB)

213.6 KB JPG
>>2959526
This is the 'table'.
>>
File: Capture.jpg (238 KB)

238 KB JPG
>>2959527
This is the motor.
It's a stretch to call this thing a mill.
>>
File: meat go.jpg (55.9 KB)

55.9 KB JPG
>>2959439
>It's about as rigid in the sim as a similarly sized manual mill designed to make massive cuts with big mills
>i dont have a clue but muh computer program shit out some garbage ill preach as gospel
why are green jr engrs so fucking arrogantly retarded?
>>
>>

>>
>>
>>2959439
I thought about providing a sketch but I'll let you have as food for thought why that might be a bad idea if no one has shared here an arragement I can point you to.
That being said, do you have access to topology-optimizing software? That would also be useful to figure out where and how to add reinforcements.
>>
>>2960891
>do you have access to topology-optimizing software? That would also be useful to figure out where and how to add reinforcements.
I could probably find something to use but I won't bother for a few reasons:
- I don't have the manufacturing capabilities to build anything that isn't primitive enough to just optimize manually by trial and error. It'd probably take more work to beat the program into submission so it won't propose me shit I can't make.
- for that kind of optimization to be even worth the effort you need to have a very good idea about expected loads and type of work the machine is being designed for, and the ones derived from a simple testing procedure from and old standard for a different type of machine do not anywhere nearly cut it. Without that it's garbage in - garbage out.
- I'm already halfway into making actual hardware and I'm not throwing it away just because there's something 5% better.
>>
>>
>>
>>
>>2961808
Naw it makes perfect sense
The forces involved (the X component specifically) are twisting the frame around the axis pretty much parallel to the braces so they don't do shit. They do help resisting the Y and Z forces but the frame is strong enough in that direction already and the majority of deflection happens elsewhere, so again they don't do much.
>>
>>
>>
File: werewaiting.jpg (61.2 KB)

61.2 KB JPG
beer can cnc status check?
>>
File: itonlymillz.jpg (147.1 KB)

147.1 KB JPG
>>2950082
>spend thousands building a shitty aluminum frame toy
>spend hundreds and get a box way pallet change jap mill built to hold tenths
the choice is yours
>>
>>
>>2968288
>Gee I wonder why
mostly because anybody that needs an hmc is into big money production. and the $5k rigger rape loadout fee scares everybody else
these machines were running parts in oct. the auction was a combo of old owner/lost big contract/50% rent increase
there was also a matched triple set of 400mm mori hmcs that brought $5k/ea. thats a lot of floor real estate needed at 12x30ft each
>>
>>2968334
>>2968288
>>2968098
>Do contract IT work for a metal working company
>Owner is a tight ass, buys used machines
>Gets a 'new' CNC machine, calls me in to find out why it 'isn't connecting to the network'
>The draftsmen all use SolidWorks and dump the files on a network share
>The monkeys operating the machine browse to the share, download the file, and push the button
>The fucking thing runs an embedded version of Windows based on 98 SE
>It doesn't support any newer file transfer protocols so it can't 'see' the servers
>Owner wants me to enable older, insecure network protocols on the servers
>Politely but firmly tell it ain't fucking happening and explain why
>I tell him the monkeys will just have to put the files on a USB drive and walk them over to the machine
>He doesn't want the monkeys wasting their time
>I say I can install a machine right next to the CNC so they don't have to walk very far
>He doesn't want to pay for a new machine
>Hem and haw for a bit until he starts getting angry that I won't downgrade security
>I tell him to call his lawyer and loop him in on the conversation
>Lawyer says that if he does this, is hacked, and his insurance finds out, they won't cover him
>"Oh"
>I sell him a NUC and set it up right next to the CNC so the monkeys don't have to walk very far
>Still get a call at least once a month from a monkey because the machine is not connected to the network
>Tell them to look to their left and follow the instructions on the giant red and yellow card taped to the second monitor next to the CNC machine control panel
>15 minutes of time is billed to the contract for that month and I make $38.75 every time that happens
>>
>>2968334
>spend hundreds and get a box way pallet change jap mill built to hold tenths
>but $5k rigger rape loadout fee
>but thats a lot of floor real estate needed at 12x30ft each
Like pottery. And let's hope it's not one of those machines that has gps and all kinds of sensors and will lock out when you move it and you'll need to call a manufacturer's rep to inlock it - if they don't decide you're not allowed to have it that is. Will also likely need thousands in proprietary parts and maintenance on the regular that someone looking at shutty aluminum frame toy clearly cannot afford.
>>
File: 20260101_103550.jpg (750.3 KB)

750.3 KB JPG
>have a tiny mill with a spindle that only takes 3/8" tools
>tired of cutting stock by hand
>buy some slitting saws
>no one sells a 3/8" shank saw arbor
>spend week making arbor out of bits of welded together mild steel
>crazy bad runout because I dont know what I'm doing
>try it out, cuts surprisingly ok doing 15-20 thou passes
>cut a few parts with it
>getting tired of slow cutting, decide to try a full depth cut like people on youtube do
>saw sticks into stock, flexes the machine and bends arbor
>saw now chattering and rubbing sides of cut
>stick arbor in vise and smack it with a mallet opposite to the bend
>saw spins ok again but still some chatter, maybe if I run it really fast it will straighten out
>wow this is working
>2/3rds into cut and saw starting to stall on every pass
>can't even cut 5 thou now, wtf.jpg
>take saw out and check teeth
>teeth completely rounded on sides from high speed rubbing, saw is toast
>search how to sharpen, need $1200 machine of dubious quality from china
This hobby is fucking retarded, if you can't buy the real tools then don't bother, DIY solutions will just cause headaches.
>>
>>
>>
>>
>>2968406
Now imagine running a horizontal milling machine like the old days, your entire life consists of fucking around with giant oversize slitting saws and arbors. Low feeds and speeds.
>search how to sharpen
Just bin it and start again.
>>
>>
>>
>>
>>2968550
A real arbor (not chinese tool shaped object) would at least spin true. I recut the arbor while mounted in the spindle and got the runout to be lower, but it still goes all over the place once it starts spinning.
I have a rotary table, I don't have a grinding wheel that I can mount in the spindle that will spin true. Half the pain is my spindle is a miniature MT1 taper.
>>2968526
>Just bin it and start again.
I sharpened it by hand on a grinding wheel, it still rubs on the sides but at least it's cutting again.
>>
File: a672a9e4-f2da-4cee-b913-b31c00cab7a4-91094549.jpg (1.5 MB)

1.5 MB JPG
>>2968528
The cast iron one is the FF230 which actually looks like a decent machine, but costs more than 3x as much as the toy pictured here >>2959449 ,and for that kind of price you can get a bigger chinese mill and upgrade it to be good.
I wish I could find a decently priced accurate cast iron XY table like that though, would love to ditch the aluminum table on my sherline.
>>2968553
Then we're back to my original argument that it's a toy, a dremel probably has more power.
>>
>>2968562
>I have a rotary table, I don't have a grinding wheel that I can mount in the spindle that will spin true
You're not building a surface grinder, a bit of wobble won't hurt as long as there's no slop in the bearings. Btw it doesn't have to be the mill spindle itself, a dremel or even bench grinder will do as long as you can strap it square and rigid enough to your mill. In fact it doesn't have to be a mill at all, you only need something to give you a bit of motion that doesn't even have to be linear to swing your improvised grinding spindle in and out while indexing the saw, which is simple enough to diy. You don't need the actual rotary table while at that either as long as you use it to make some sort of a cog or indexing plate first to fix the saw at repeatable angles. You've got one tool, feel free to use it to make the ones you don't if you don't have the money to buy them. Doesn't matter if it's janky, if it makes the job faster or easier than doing it by hand then it's worth it. That's how you build competence in the first place.
>>
File: 5975b3349f1cb.jpg (203.8 KB)

203.8 KB JPG
>>2968566
Dremel doesn't have an XY table for one which makes it useless for certain jobs no matter how much power it has.
Pic related is a toy as well (compared to something like bridgeport), it only matters how you play with it.
>>
>>2950082
>mill
no
>router
yes
so here's the thing. using aluminum extrusions is theoretically fine, but you're asking a very dinky material in a very dinky form factor to cut a comparatively very stout material. mild steel by milling standards is pretty manageable, but you're basically asking a cnc router to do this. is it possible? yes, with a lot of qualifiers. what size material? are you trying to do a big facing pass, or just milling a profile? is it bolted down really well? how about tooling? are you going to try drilling with this nigger rigged cnjank? it's a lot of things to keep track of.
aluminum extrusions will get you to a place where you can mill and possibly even drill aluminum billet, which could then theoretically be used to make an actually good frame.
problem with above plan: fucking stupid amounts of money. you'll have done something really cool, but it's far from cost or time effective. my advice? save up for a desktop manual mill. you'd be surprised at how capable they are. remember: you don't actually *need* cnc, it just makes things a hell of a lot easier and removes a good chunk of human error. a manual mill with a skilled operator is, in many cases, actually more capable. it all kind of comes down to theory and setups.
TLDR: i really wouldn't, you're describing a router. save up the money you'd spend, wait a while longer, get a proper manual desktop mill.
>>
>>2968367
oh brother. i got a story for you. i'll tell it from monkey's point of view. i'm a proper machinist, i do setups and some programming, but this guy was a fucking button pusher larping as a machinist who ended up getting fired for not being able to show up *or* do his job *or* be sober doing it.
>be me, retard
>setting up job
>get new program on routing paperwork
>load it
>see old program in folder
>ok whatever
>delete folder, clear everything out for space
>go to find new program
>notthere.gcode
>oh shit
>look again
>all the folders are gone
>call a programmer out of the office to take a look
>he says "ok i'll just grab it from the office, it's fine, brb"
>he comes back half an hour later
>"anon, you deleted our server"
this fucking idiot wiped the ENTIRE MAZAK FOLDER from our servers. we have no read/write protections on the mazak mills: what happens at the machine is mirrored on the server. this guy wiped our entire server's worth of mazak programs from the machine. the only reason we still have anything is because it got backed up to a flash drive in the IT guy's office and we were able to roll it back a couple days. i think we ended up losing a good amount of programs anyway.
so, the only thing worse than being hacked is not implementing good permission structure. never trust a grunt with logistics
>>
>>2968589
>Dremel doesn't have an XY table
I've seen some things, desperate people resort to desperate measures.
>>2968589
>Pic related is a toy as well (compared to something like bridgeport)
It uses nearly full size cutters and can cut the same materials so not really. The proxxon by comparison would have trouble milling even aluminum accurately.
>>
>>2968608
>the only reason we still have anything is because it got backed up to a flash drive in the IT guy's office and we were able to roll it back a couple days.
NGL deleting a folder of what is believed to be old files hardly sounds like an unreasonable thing to do. Out of context, at least.
Not having at least 2 backups of mission-critical stuff ready to go for exactly this kind of situation? Now THAT is a stupid move. I set up my own personal backup server just for my PC a long time ago, even though, realistically, the worst that would happen if I lost my data is that I would be extremely upset for a very long time.
3-2-1 rule for backups, fool. At least 3 copies, in at least 2 different formats, with at least 1 of them off-site.
>>
>>2968634
>It uses nearly full size cutters and can cut the same materials so not really
It can only make relatively light cuts no thanks to flimsy as fuck column tilt joint, among other things. You can do some nice things with it but it's nowhere near as capable as a big knee mill or even its bigger table top siblings.
On the other hand I also have a 3018 cnc model with spring-loaded nuts and fully 3d printed X and Z axes that's essentially a sponge compared even to the proxxon, it can't even cut plastic and really is only good for laser engraving, still I've managed to use it to mill molds out of wax with quite decent results.
Right tool for the job or so they say.
>>
>>
>>
>>2968098
the bigger mills are worth it, but just realize you're gonna spend like 2 or 3 grand hiring people and equipment to move or ship it when it probably wont even work on your home's electric system because that shit draws a fuck ton of power
a bridgeport is atleast portable for a diyer and shouldnt draw more than 15 amps of power
>>
>>
File: upgrade.jpg (360 KB)

360 KB JPG
I'm upgrading my mill, the quill on these sherline machines are unsupported and flap around like a motherfucker when you try to mill steel. What do you guys think about these two designs?
Left is quick and dirty, requires no welding and is probably stiffer front to back, but looks like shit. Right is going to require a lot of work including welding the pieces together and it won't take up as much load as the left, but it will have more points on contact to the base. The left will be bolted to the column base by two or four bolts from the inside surface of the steel tube. The right will be bolted with two bolts on each of the three faces of contact, and maybe I'll add a horizontal plate at the bottom of the tube that will mount to the top of the column base.
I think either case the weak point then becomes the thin saddle and plastic gibs and the column will be more than stiff enough.
>>
File: Resized_rif-1681070472118_489500513428841.jpg (290.2 KB)

290.2 KB JPG
>>2969355
>features you have no use for in a home workshop
do you put rigid tapping a toolchanger and flood coolant in that category?
>>
>>2969426
I mean stuff like pallet changer. Yeah it's a cool feature but it's a lot of complex machinery waiting to break down that will save you zero time or effort on occasional one-off jobs it will see in a home workshop.
Also flood cooling is more of a liability in that kind of machine. It's a big tank of liquid that you'll have to fill with something that isn't just tap water and then deal with it drying and clogging something, getting mold etc. without constant use and regular replacement a proper factory would have.
>google it
>930L / 245gal base tank on 630i
Yeah, good luck with that
>>
File: images(1).jpg (56.1 KB)

56.1 KB JPG
>>2969416
Avoid welding if you can because shit will warp, it's also harder to fix if something goes wrong. Several bolts spread apart as far as possible will work almost as good. Provide some ways for adjustment with the thing fully assembled because none of the parts you join together will be flat, straight or square unless you've personally made them so. Even the ones that appear to be surface ground from the factory. When mounting something to a tube like that keep in mind that even if it's rigid as a whole, it's still a thin sheet of metal locally and will flex easily so you need to spread the loads.
I'm not familiar with your specific machine but from the pics I'd have done something like on the right but with the column and the ways joined using bolts in a way similar to pic related in 3 or 4 points along the height with 2 bolts side to side at each point to transfer not just back to front force but the twist as well. It could then be easily adjusted in pretty much every direction as well. It won't be as good as a proper mill, but still light years ahead of the stock design.
>>
>>
>>
File: Capture.jpg (153.8 KB)

153.8 KB JPG
>>2969440
The column can't be attached to the ways anywhere except the top because the leadscrew is on the backside and transfers motion by a nut that reaches around the side.
Yeah sherline machines are fucking retarded, but they're the best tabletop machines you can get here. There's no other mill available that you can cut steel with and then pick up and put away when you're done because it only weighs 36lbs.
I'm working on making the left one.
>>
>>2969536
>the leadscrew is on the backside and transfers motion by a nut that reaches around the side.
Oh right, should've seen that coming. Still unless there are more surprises not shown on you pic you can still put a few bolts on one side.
Left version will work but I can see the column wall flexing easily at where it's attached to the base even with 4 bolts. Not much room for adjustment as pictured either.
>>
File: 006.jpg (305.6 KB)

305.6 KB JPG
>>2969564
I think it really won't make a difference because the contact point at the top can only be a max of 1.25"w x 1"h. And my ability to drill holes accurately is pretty limited so I'll be doing only two 10-32 screws into the cast iron ways.
Pic related, only one other person seems to have done this before.
I'll put reinforcing plates made of aluminum inside instead of washers, that should help. I think if I tried to make the design on the right it would end up being floppy at the point where it transitions from the plates to the tube.
>>
>>2969564
Just do it how cnc machines do, bearing cap, bolts on either end of your ballscrew/lead screw limit your travel by switches to prevent carrier from crashing into these caps
Why are you trying to do some crazy DMG Mori EVO magnet way bullshit on a $250 desktop milling machine
>>
>>
File: Screenshot 2024-06-22 092737.png (122.4 KB)

122.4 KB PNG
I'm sick of programming websites, I want to produce something more real. Do CNC programmers make good money? It seems like CNC programming would be more specialized than websites because few people have access to a CNC machine that they can practice on.
>>
>>2969879
A "CNC programmer" is in fact a CAD/CAM software operator. As one you need of course to know g-code for debugging and troubleshooting and having a general idea on what's going on, but if you're routinely writing it by hand it's either something too primitive to even need the cnc in the first place, or you're just wasting your time on doing what a computer would do faster and better.
>few people have access to a CNC machine that they can practice on
Anyone with a 3d printer or a router or any of the million cheap chink CNCs on the market. They all operate on the same code and basic principles as the big industrial machines and only lack support for some complex commands as well as higher end gimmicks like tool changers, probes, various coolant options, spindles etc., which are often brand or machine specific so you'll have to learn it at your workplace anyways. If anything it might be better to start with a cheap machine that you will have to babysit through stuff that big machines will automate away or just plow through, leaving you clueless when they fail to, and that you can crash all day long without bankrupting yourself.
>>
>>
>>
>>
>>
>>
File: 1722448243452046.jpg (122.7 KB)

122.7 KB JPG
computers for homebrew cncs make me feel old and cranky. i just need a shitty pc to run win7 so i can make my burn table go again and thats getting hard to do since gay ass w10 came about. cant find a mini pc thatll boot 7 even fucking around with uefi patch shit
the computer is supposed to be the easy part
>>

>>
>>2973606
you checked the bios settings to enable csm or legacy boot right anon?
and can't you just grab an old ewaste system on the cheap instead of a new minipc?
hate to use the /g/ meme but "Use Case?" does it have to be 7, can 10 be made to work, can a 7 Virtual Machine work
>>
>>2974903
>checked the bios settings
yep. no options
>can't you just grab an old ewaste system
yes but im trying to get it to fit in the existing enclosure with the stepper drives and ps etc because plasma smoke is nasty conductive dust that definitely contributed to the death of the current old xp tower running it
>does it have to be 7, can 10 be made to work
i have good experience with 7 on my cnc mill and want to stick with something that works. supposedly w10 will go but i have doubts with how connivingly noisy it is in the background which is the last thing you want with motion control
i was able to get w8.1 pro to run so ill give that a go. itll be air gapped so maybe
i should just go linuxcnc but i really like having autocad and cam on the same machine without having to transfer files to run g code
>>
>>
>>
>>2969879
a used CNC mill is cheaper than a manual quality mill, but they're of course also much larger and you have to have the space for it (and the means to power it, of course). 3D printer is significantly more approachable and gives you a reason to tinker with CAD, I'd start there.
>>
>>
>>2970099
>something too primitive to even need the cnc in the first place
not sure that exists, personally. Even if it's an operation a skilled manual machinist could do easily, those are getting harder and harder to find, and CNC is way faster (especially when tool and setup changes get involved) and very repeatable.
>>
>>
>>
File: Bridgeport.jpg (234 KB)

234 KB JPG
>>2975055
Plus the Bridgeport doubles as a subway car.
>>
>>2968652
>Not having at least 2 backups of mission-critical stuff ready to go for exactly this kind of situation? Now THAT is a stupid move. I set up my own personal backup server just for my PC a long time ago, even though, realistically, the worst that would happen if I lost my data is that I would be extremely upset for a very long time.
The only sane way to store files in a business context is to set up a snapshotting journaling file system like ZFS on a central file server on which all files are stored, with clients connecting to it and their operating systems being configured to force storage of everything on said server.
On such a file system, a deleted file is merely marked as deleted, and never actually deleted.
Also any change to a file is timestamped, logged, and reversible with snapshots.
Obviously you run a software raid on the server so drive failures do not bother you with failover to hot spares, and you pull redundant backups of that server off-site to another location as well as onto a backup server locally, ideally in another building for fire safety.
Files handled for most business are tiny, a couple kb, unless you handle big video files or similar.
Not keeping everything forever and not throwing a couple 2-3000$ in hard drives an servers at it and picking the most sane software which takes a day or two to set up is complete retard tier and inexcusable.
You will eventually get a dumb employee deleting shit, you will set a PC on fire, you will have a drive die, you will get a virus, all these things WILL happen, it is only a question of when.
Not taking these obvious and simple and affordable solutions is like not having a fire extinguisher.
>>
>>
>>
>>
>>
>>2974961
Pic >>2968589 is repeatable within 0.01mm in steel with a good endmill and light enough cuts and a machinist who knows what they're doing and it only weighs around 50 kg. It would be pushing it of course, and a 600 kg machine would obviously be much better in almost every way, but it's in no way an absolute necessity.
>>
>>
>>
>>
File: get rekt.jpg (156.4 KB)

156.4 KB JPG
>>2975707
Thankfully your opinion doesn't matter.
>that shit is flimsy
Point me where I claimed it's not lmao
It's rigid enough to cut steel but not much beyond that. I'd take a 600kg machine over it any day if I had a workshop other than my bedroom but I have to make do with what I have and even though it has its limits it can do a fine job if you know what you're doing.
tl;dr just because you suck doesn't mean everyone else does
>>

>>
>>
File: image-352-scaled.jpg (635.2 KB)

635.2 KB JPG
I noticed today that my school's Haas Desktop Mill has a pretty similar design to the stuff in this thread. Might be worth looking at as a source of inspiration.
>>
>>
>>2976961
They literally call it a training mill, it's essentially a motion simulator with full size controller that you let people unfamiliar with cnc play with until you can trust them not to crash your real machine too often. The gantry legs design in particular is awful for side to side rigidity, it's only popular with chinese manufacturers because it's literally just a contour cut flat plate, there's very little you can make for cheaper there.
>>
>>2975892
Pic >>2973637
It was featured on Hackaday which brought out the ankle biters who basically concluded that it would be a much better mill if you spent four times as much money on upgrading it.
People who have built it say it pretty much fulfills its promise of being a basic mill good for wood and some soft metals. It's not a high end, super deluxe mill and doesn't pretend to be. The novelty is in using a 3d printed shell that provides its level of rigidity at a low cost by being filled with concrete. Like any new design, there probably are some small changes that would make it better. The main advantage seems like it would be that the building process would be a good way for someone new to CNCs to get hands on experience that teaches the fundamentals of how mills work.
>>
>>2977222
>it would be a much better mill if you spent four times as much money on upgrading it
It could also be cheaper without losing much performance. Dude's using linear rails while his axes are hanging off cheap steppers and spring loaded nuts.
His counterweight design is questionable to say the least.
>>
>>
>>
>>
>>
File: 1741222475571.jpg (117.6 KB)

117.6 KB JPG
>>2977751
>the spindle should be a single axis
Lol no it's not
>anything else is paperweight
Get the fuck out lmao
>>
>>
>>
>>2977444
Others have discussed that and decided the heat from the epoxy curing would end up warping and possibly melting the shell. Seems to be a common problem when trying to find dense, inert ballast that won't shift around.
>>
>>
>>2977835
>heat from the epoxy curing
Slow curing epoxies exist specifically to address this issue. Also mineral filler reduces the heating by quite a lot.
Btw has anyone trying making epoxy granite by a sort of vacuum injection? The idea is that you pack the mold with dry gravel, pull the vacuum, then slowly let epoxy in until it fills the gaps. The mold doesn't need to be very strong because the tightly packed gravel will keep it from collapsing under vacuum, rigidity of the cast part will also be good because the gravel is guaranteed to be in good contact with each other, and there would only be as much epoxy as needed to fill the voids. And no air bubbles possible. The only issue I see is that epoxy can wash out finer filler particles away from the injection port, causing different properties across the casting.
>>
>>
>>2977843
>Btw has anyone trying making epoxy granite by a sort of vacuum injection?
At a guess, this wouldn't work very well for thick cross sections. Good epoxy granite has very little dead space in it, which means it's going to greatly impede the flow of epoxy. Epoxy, even relatively thin epoxy, is pretty viscous. I could easily see it not penetrating all the way to the center of a shape only 5-6 inches thick before it sets. Can't really heat it up to decrease viscosity because that would make it set faster, can't really cool it down to give it more time to flow because that would make more viscous. Thinning it generally compromises its mechanical properties, so...bit of a catch-22 all the way around, maybe.
>>
>>2977852
>Good epoxy granite has very little dead space in it
15 to 20% typically. Some industrial manufacturers claim to go below 10% but it's not achievable without some fancy equipment and custom chemicals and will likely result in the same 20% ratio, just with air bubbles in place of epoxy, if you try to make it in your garage.
>I could easily see it not penetrating all the way to the center of a shape only 5-6 inches thick before it sets
The cross section for epoxy to flow through is much larger compared to composite infusion process though, and they make meters long parts no problemo. You can also put injection tubes inside the casting if that proves to be an issue.
Obviously it won't work with very fine particles in the aggregate, but you probably don't need them anyways. With just two particle sizes you can have a theoretical packing density of 86%, and 94% with three, it's just you're never getting anywhere close to that with traditional mix and pour method because a flowable mix will by necessity always have a layer of excess epoxy between particles acting as a lubricant, which will also also prevent them from coming close together. So you have to add more smaller fractions for even denser packing.
With dry packing it's trivial so you can only use relatively coarse aggregate with plenty of large enough gaps for epoxy to flow through.
I think this method also allows you to use much larger rocks than possible with traditional EG because you can take your time placing them manually where they won't get stuck or interfere with casting small features properly.
>>
>>
File: images(8).jpg (20.3 KB)

20.3 KB JPG
anyone know anything about https://richner-precision.ch/BLOQ-Mills/BLOQ43/? cute little machines but i'm sceptical. dunno if it's because the founder has autism or if it's a scam but he refuses to show actual footage of the one built machine (BLOQ4) in action because the frames cooling drain is too small, like nigga, cut dry.
>>
>>
>>2977919
Look him up on youtube, it's weaponized autism.
Looks like a typical case of good intentions with zero knowledge of economics too me. Him living in Swiss and selling it as an "enduser" product is the cherry on top.
>>
>>
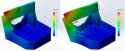
File: SimulationY_(2)_800x800.png (215.2 KB)

215.2 KB PNG
>>2978051
>with zero knowledge of economics
Machine design probably too. Sim results halfway down the page look like bullshit. Of the 3 pictures there's only one semi-valid load scenario and I'm 90% positive he's fucked up fixtures on that one too (fixed Y rails mount surface, i.e. infinitely rigid Y axis which is nowhere near the case in reality, in fact it's the frame that's supposed to provide rigidity for the Y rails and the axis, not the other way around like in his model. For one, this is bound to greately exaggerate torsional rigidity, which the dude didn't even seem to have considered anyway from his load cases and how the frame he designed looks like).
The integrated chip tray makes no sense too. It's just a useless weight that adds little rigidity where it matters. If anything, it would rather make a nice (shitty) bell.
If I were to guess, dude's put a lot of money into a production run of an untested machine design that turned out to not work and now has to sell something to some poor suckers to at least recover some money while he's trying to fix it (good luck with that).
>Castolith™®©
Also cringe, as if he's the first person in the world to invent a one piece cast cnc machine frame
>>
>>
>>
>>
>>
File: what a twist.jpg (89.8 KB)

89.8 KB JPG
>>2978137
Right? This just doesn't happen in a real machine since the columns are joined together by the X axis. I don't know what real load the Z test is supposed to test either.
>>2978150
The entire frame bends and twists under load, including rails and whatnot. If you artificially make parts of it rigid for no good reason you're getting garbage results.
>>
>>2978165
all this rigidity bullshit doesnt mean fuckall if the entire frame has a natural frequency at some multitude of the cutting operation ie x÷60hz
the powerhouse american machine tool makers got their asses handed to them in the 70s/80s when then attempted to sell welded frame trash. no amount of stress relieving and bandaid internal attenuation will make up for a superstructure that rings like a bell
>>
>>2978166
Resonances and damping are entirely different can of worms. Yes steel rings like a bell, but if you know that you can make cavities in the right places and fill them with sand for example. Makes them deader than dead.
>>
File: 20240220_162839.jpg (70.1 KB)
70.1 KB JPG
>>2978168
>Makes them deader than dead
[x] doubt
you will never be a real lathe hardinge conquest
>>
>>
>>2978165
>If you artificially make parts of it rigid for no good reason you're getting garbage results
That how FEM works, you have to assume some surface is fixed and that surface has to be participating in whatever forces is going on.
Now you could argue that his assumption of the y axis being the fixed surface is wrong because the pillow blocks don't actually take up any forces in the Y direction, all of it goes into the leadscrew mounts, but the guy clearly has no idea what he's doing so that's kind of a given.
>>
File: fuckingpeople.jpg (62.2 KB)

62.2 KB JPG
>>2978172
>le epic jumpcut unshsven makineer edamameboi
why is this phenotype so repulsive?
>>
>>2978184
Because they're all fake and gay, they remind you just how fake and gay the world is, they remind you that they wanted you to die, they wanted you to get injected with mystery science juice, they called you racist when you didn't agree with the current thing, they want to rape your children, they want you to be happy when they rape your children.
>>
>>
>>2978182
>That how FEM works, you have to assume some surface is fixed and that surface has to be participating in whatever forces is going on.
Well no shit Sherlock. The issue is that, as I've tried to show here >>2978165 , the Y axis bed does not stay in plane under load - and that is a frame designed with torsional rigidity in mind, it's even worse with that dude's frame that's essentially a thin walled bathtub with a U shaped cross section that's bound to twist easily. You can't really see it here but the gantry is also taking part in resisting that twist. By forcing the Y axis fixed and flat you not only remove a major part of total deflection, but also unload the bed and gantry torsion, which can ultimately lead you to wildly incorrect and exaggerated assumptions about your design's performance.
The minimum laziest fixture should be at least at the 4 points where the Y carriage blocks attach, which still allows most of the frame to deflect properly, even better if you include the actual work table in the simulation as well. On my pic the only fixture is at the top of the workpiece simulator (the conical thingy) with the force being applied at the tip of the tool just a small gap across from it; this ensures everything in the load path is subjected to correct forces and torques for a given tool load while also allowing it to deflect freely, and it's probably the best you can do for a simple model that runs in under 10 minutes on a regular desktop machine.
>>
File: BLOQ4-8_1920x1920.png (1.4 MB)

1.4 MB PNG
>>2978234
I just told you the pillow blocks don't take up any load in the Y axis, they're on roller bearings. They take up torque, but most of the side force is going into the lead screw.
I don't think the bathtub is as bad as you think it is, with a web across the front and back it would resist twisting a lot more than a pure U shape. A lot of machine bases are actually upside down bathtubs, they do have more stiffening webs but this shouldn't be that bad.
I'm more concerned with how much his Z axis is going to be flopping around without any kind of tubular structure behind it.
>>
>>
File: fixtures matter.jpg (142.9 KB)

142.9 KB JPG
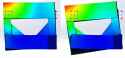
Alright, made a quick model and ran some tests on it.
The original setup gets me 18 micron deflection vs the original 14 but this is fine given the model is literally eyeballed and some dimensions or material properties might be off. The relative numbers is what matters anyways.
With a lazy but more realistic setup of only fixed carriages the deflection easily doubles because the support at the back of the rails is gone, as expected.
>>
File: twisted metal.jpg (140.1 KB)
140.1 KB JPG
But wait, there's more! With an even more realistic asymmetric load the deflection goes full bonkers, and again with only fixed carriages it's double of the original fixture. I had to add a solid bar similar to what they seem to have on the real machine to join the columns together because it turns into a clear nonsense otherwise, still it doesn't help in the slightest.
>>
File: slider.jpg (73.6 KB)
73.6 KB JPG
>>2978241
I heard you the first time. The thing is, it makes little difference in practice. The deformed shape will be slightly different and there will be around 10% reduction in total deflection (pretty predictable too) but it's perfectly fine to model carriages as bonded to rails to save on calculation time as long as you remember it's not actually the case in reality and do a proper verification in the end.
On the pic I used a slider fixture allowing free movement along the Y axis with the force applied to the ballscrew support post and the difference is like 7%
>A lot of machine bases are actually upside down bathtubs, they do have more stiffening webs but this shouldn't be that bad.
The ones worth their money have either diagonal webs or box sections of some sort in their design. Both greately increase torsional rigidity. This thing has nothing of the sort.
>>
>>
>>
File: tweest.jpg (91.6 KB)
91.6 KB JPG
>>2978285
Lol no it doesn't
Left is how he's modeling things, right is what happens in reality
>He needs I beams on the backside of those Z axis mounts.
The maximum bending moment is at the top X rail, until that area is reinforced anything else won't make a dent. Unfortunately the space behind it is taken by the X rail and carriages, and making the Z axis too thick is bad as well, so you have to get creative.
>>